


Pozdravljamo vas da nas kontaktirate, stabilni ne samo vašeg pouzdanog dobavljača, već i vašeg poslovnog partnera za turst.
 +(86) -133 8863 9264
+(86) -133 8863 9264
Apr 01,2026
Samostalni pričvršćivači su precizno konstruirane hardverske komponente — matice, vijci, držači, klinovi i nosači kabelskih vezica — koji se trajno ugrađuju u tanke metalne ploče utiskivanjem u prethodno probušenu rupu pomoću preše za bušenje, preše za trnje ili hidrauličkog alata za umetanje. Za razliku od zavarenih pričvršćivača koji zahtijevaju toplinu ili umetaka spojenih ljepilom koji se oslanjaju na kemijsko spajanje, pričvršćivači koji se sami učvršćuju mehanički se usidre postupkom hladnog oblikovanja: nazubljeni ili nazubljeni pričvrsni prsten pričvršćivača istiskuje materijal iz ploče u posebno dizajniran udubljeni žlijeb pri primjeni pritiska, stvarajući trajni, ujednačeni spoj koji se ne može rotirati ili gurnuti natrag ploče.
Vrijedno je razumjeti fiziku instalacije koja se sama zatvara jer objašnjava zašto se o zahtjevima procesa ne može pregovarati. Kada se primijeni pritisak umetanja, otvrdnuti nakovanj spojnog elementa ulazi u probušenu rupu, a geometrija drške pomiče mekši lisnati materijal prema van, a zatim prema unutra u udubljeni utor ispod prstena za stezanje. Ovaj pomaknuti metal mehanički se zaključava oko podreza, stvarajući spoj čije je opterećenje guranja određeno snagom na smicanje pomaknutog metalnog stupa. Materijal ploče mora biti mekši od materijala pričvršćivača - obično najmanje Rockwell B 20 - kako bi se omogućilo da se ova plastična deformacija dogodi čisto bez odskakanja ili neispunjavanja udubljenja.
Rezultat je pričvršćivač koji postaje trajni dio ploče od lima, u ravnini s jednom površinom ili malo iznad nje, pružajući visokokvalitetnu spojnu točku s navojem ili bez navoja koja se može koristiti s bilo kojim standardnim spojnim elementom. Tehnologiju samostalnog zatvaranja razvio je i patentirao Penn Engineering (brand PEM) 1940-ih i od tada je postala globalna standardna metoda ugradnje za sklopove od lima u elektronici, telekomunikacijama, automobilskoj, zrakoplovnoj i industrijskoj proizvodnji opreme, s desecima proizvođača koji proizvode kompatibilne linije proizvoda pod markama uključujući Sherex, Wurth, Optimas i Bollhoff.
The samostezni zatvarač obitelj pokriva širok raspon funkcionalnih tipova, od kojih je svaki dizajniran za rješavanje specifičnih mehaničkih potreba u sklopovima lima. Odabir ispravne vrste prije određivanja veličine navoja ili materijala štedi značajne ponovne radove i osigurava da instalirani zatvarač stvarno obavlja svoju predviđenu funkciju u sastavljenom proizvodu.
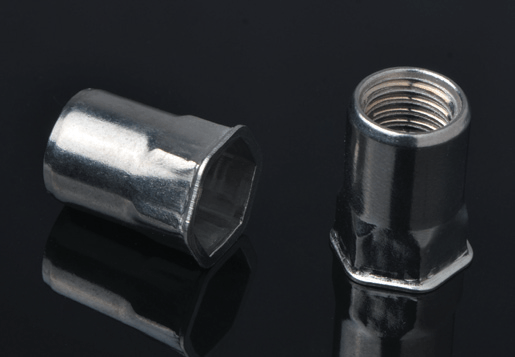
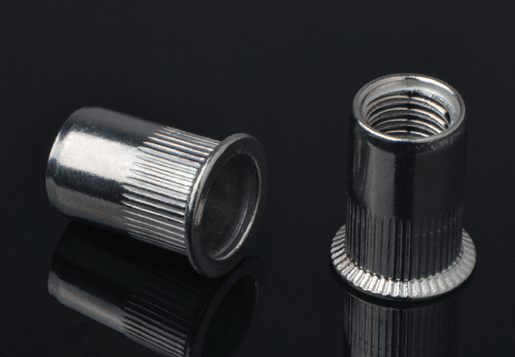
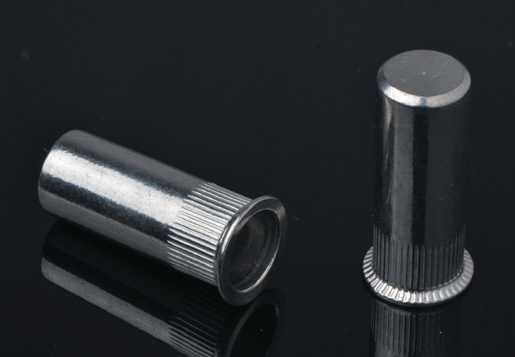
Samozatezne matice — koje se nazivaju i klin matice ili PEM matice — najčešće su korištene vrste. Ugrađuju se u ravnini s pločom s jedne strane i imaju rupu s navojem za spojni vijak ili strojni vijak s obje strane. Ugrađena matica ima čistu, u ravnini ili blago uzdignutu površinu koja je u potpunosti kompatibilna sa standardnim metričkim i unificiranim navojnim vijcima. Klinč matice dostupne su sa standardnim korakom navoja, finim navojem i metričkim ISO navojima od M2 do M12, pokrivajući cijeli raspon veličina pričvrsnih elemenata koji se koriste u limenim kućištima, nosačima i strukturalnim pločama. Koriste se svugdje gdje tanki lim ne osigurava dovoljnu debljinu materijala za pouzdan navoj, što u praksi znači praktički svaki čelični lim ispod 3 mm i svaki aluminijski lim ispod 5 mm.
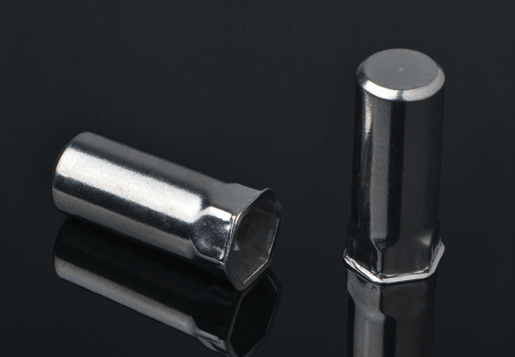
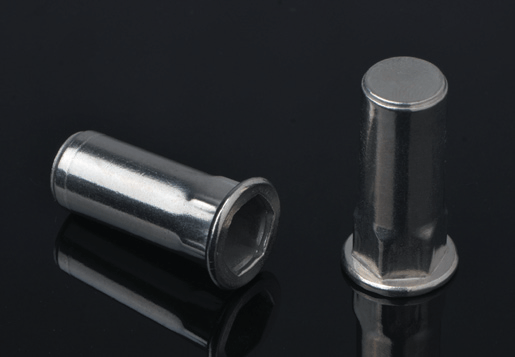
Samopričvršćujući klinovi trajno se ugrađuju u ploču s navojnim klinom koji strši iz ugradne površine, pružajući fiksni stup s navojem koji prihvaća maticu s druge strane. Oni eliminiraju potrebu da se vijak drži nepomično dok zatežete maticu na suprotnoj strani — klin je fiksiran na ploču i ne može se okretati, tako da sastavljanje zahtijeva samo maticu i ključ na jednoj strani. Stezni klinovi koriste se za montažu komponenti u elektroničkim kućištima, za pričvršćivanje ploča na okvire šasije i za bilo koji sklop gdje je potreban trajni vanjski navoj na mjestu gdje je stražnja strana ploče nedostupna tijekom završne montaže. Dostupni su u varijantama s punim i djelomičnim navojem te u duljinama od 4 mm do 50 mm za većinu uobičajenih veličina navoja.
Samostalni držači šuplji su cilindrični odstojnici s navojem ili bez navoja koji se trajno ugrađuju u ploču i osiguravaju definirano, fiksno odvajanje između ploče i druge komponente — obično tiskane ploče, pokrovne ploče ili naslagane ploče šasije. Oni su ključni u sklapanju elektronike za montažu PCB-a, gdje održavanje preciznog i dosljednog razmaka između ploče i metalne šasije sprječava kratke spojeve, omogućuje protok zraka za hlađenje i pruža strukturnu potporu koja sprječava savijanje PCB-a tijekom sastavljanja i vibracije tijekom rada. Klinch držači dostupni su u muškim (vanjski navoj) i ženskim (unutarnji navoj) konfiguracijama, omogućujući da se druga komponenta pričvrsti ili maticom ili vijkom, ovisno o zahtjevima pristupa sklopu.
Osim tipova jezgrene matice, svornjaka i postolja, obitelj samozapinjućih ploča uključuje plutajuće matice (koje dopuštaju ograničeno bočno pomicanje radi prilagođavanja neusklađenosti rupa tijekom montaže), zatiče za zaključavanje za poravnavanje i zakretanje, kutne nosače za montažu komponenti okomito na ravninu ploče, nosače za kabelske vezice trajno usidrene u ploču za čisto usmjeravanje žice i pristupni hardver koji se sam zatvara, uključujući pričvrsne vijke i pričvršćivače za četvrt okreta za aplikacije s uklonjivim pločama. Svaka specijalna vrsta rješava specifični izazov montaže s istom temeljnom prednošću kao i osnovne vrste — trajna ugradnja visoke čvrstoće u tanki metalni lim samo s jedne strane, bez zavarivanja, bez ljepila i bez potrebe za završnom obradom nakon ugradnje.
Temeljni uvjet za uspješnu ugradnju koja se sama zatvara je da pričvršćivač mora biti znatno tvrđi od materijala matične ploče. Akcija klinča u potpunosti ovisi o materijalu lima koji plastično teče u udubljeni žlijeb pričvršćivača — ako je materijal lima previše tvrd da bi se deformirao, proces ugradnje gnječi ili lomi ploču oko rupe umjesto da proizvede čistu mehaničku bravu. Većina specifikacija zahtijeva da spojni element bude najmanje Rockwell B 20 tvrđi od lima, što u praksi ograničava kompatibilne materijale za limove na meki čelik (do približno HRB 80), aluminijske legure i limove na bazi bakra.
Samoučvršćivanje u kaljeni čelik, lim od nehrđajućeg čelika iznad serije 300 ili druge tvrde metale ili nije moguće ili proizvodi instalacije s dramatično smanjenim performansama u usporedbi s nazivnim vrijednostima. Za primjene koje zahtijevaju pričvršćivače u tvrđim pločastim materijalima, umjesto njih moraju se koristiti alternativne tehnologije — zavarene matice, slijepe zakovice ili umetci vezani ljepilom. Ovo je jedna od najčešćih grešaka u specifikacijama na koje se susreću kada inženjeri po prvi put usvoje samozatezne pričvršćivače: primjenjujući ih na kućišta od nehrđajućeg čelika bez provjere tvrdoće ploča u odnosu na zahtjeve za tvrdoću pričvršćivača.
| Listni materijal | Tipična tvrdoća | Kompatibilni materijali za spajanje | Samo-klinč prikladno? |
|---|---|---|---|
| Blagi / niskougljični čelik (CR, HR) | HRB 40–80 | Ugljični čelik, nehrđajući čelik | Da — idealno |
| Aluminijska legura (1xxx, 3xxx, 5xxx, 6061) | HRB 25–65 | Ugljični čelik, nehrđajući čelik, aluminum (special) | Da — s ispravnom razinom zatvarača |
| Bakreni/mjedeni lim | HRB 30–70 | Nehrđajući čelik, čelik | Da — s odgovarajućom razlikom tvrdoće |
| Austenitni nehrđajući čelik (304, 316) | HRB 75–95 | Samo kaljeni čelik | Rubni — provjerite tvrdoću; razmotriti alternative |
| Očvrsnuti / čelik visoke čvrstoće | HRC 25 | Ništa praktično | Ne — koristite zavarene matice ili slijepe zakovice |
Za sklopove aluminijskih limova, standardni čelični samozapinjući pričvršćivači postavljaju se ispravno i daju velika opterećenja izvlačenja jer je razlika u tvrdoći između pričvršćivača od kaljenog čelika i mekih aluminijskih legura više nego dovoljna. Pitanje galvanske kompatibilnosti odvojeno je od pitanja kompatibilnosti ugradnje — čelična spojna matica ugrađena u aluminijsku ploču držat će se pouzdano, ali može uzrokovati galvansku koroziju na sučelju u vlažnim ili mokrim radnim okruženjima. Za aluminijske ploče u korozivnim okruženjima navedite samozatezne pričvršćivače od nehrđajućeg čelika ili aluminijske samozatezne pričvršćivače ako su dostupni i provjerite koriste li se proizvodi specifični za aluminijske matice dizajnirani za ugradnju aluminija (koji koriste mekše tijelo pričvršćivača za održavanje razlike u tvrdoći) za navedeni stupanj legure lima.

Svaki samostezni zatvarač ima minimalnu debljinu lima ispod koje radnja stezanja ne može proizvesti pouzdanu mehaničku bravu, te preporučenu debljinu lima pri kojoj je učinak optimiziran. Ova ograničenja nisu smjernice — ugradnja samozatezajućeg zatvarača u lim tanji od minimuma proizvest će instalaciju koja izgleda cjelovito, ali ima dramatično smanjenu nosivost izvlačenja i guranja, obično neuspješna u djeliću nazivne izvedbe.
Minimalna debljina lima za samostezne matice u čeliku obično je 0,5–0,8 mm za veličine navoja M2–M3, povećavajući se na 1,2–1,6 mm za veličine M6–M8. Minimalna debljina je uvjetovana volumenom materijala koji mora plastično teći u udubljeni utor da bi se postiglo nazivno opterećenje izvlačenja — pretanak lim i jednostavno nema dovoljno materijala da se adekvatno ispuni udubljenje. Također je određena maksimalna debljina lima, iznad koje tijelo pričvršćivača ne strši dovoljno daleko kroz lim da bi pravilno zahvatio nakovanj za klinču. Koncept raspona zahvata od slijepih zakivnih matica ima ekvivalent u samostezanju: svaki je proizvod dizajniran za prozor definirane debljine ploče, a zadržavanje unutar tog prozora ključno je za izvedbu.
Samozapinjući pričvršćivači zahtijevaju čistu, okruglu rupu preciznog promjera — promjer rupe za ugradnju ima manju toleranciju od tipične tolerancije bušenja, obično specificirane na ±0,05 mm ili bolje. Probušene rupe imaju veliku prednost u odnosu na izbušene rupe za proizvodne instalacije koje se samo stežu jer probijanje proizvodi čistu rupu točne veličine konstantno pri visokim stopama proizvodnje, bez srha na ulaznoj strani proboja (strana s koje se pričvršćivač klinča) kada su probojnik i razmak matrice pravilno postavljeni. Izbušene rupe mogu se koristiti za rad na prototipu i male količine, ali zahtijevaju skidanje srha na obje strane i pažljivu kontrolu promjera kako bi se osiguralo da budu unutar okvira uske tolerancije koju zahtijeva pričvršćivač. Laserski izrezane rupe sve su češće i daju izvrsnu točnost promjera, ali mogu imati blagu zonu pod utjecajem topline na reznom rubu koja smanjuje rastezljivost materijala na stijenci rupe — provjerite testiranjem instalacije prije nego što se posvetite laserski izrezanim rupama za proizvodne aplikacije koje se samozaključuju.
Samopričvršćujući pričvršćivači postavljaju se pomoću ravnog, glatkog ugradbenog nakovnja — bilo u preši za stol, preši za sjenice, preši s C-okvirom ili proizvodnoj preši za bušenje — koja primjenjuje silu stiskanja okomito na površinu ploče. Nakovanj je u kontaktu s glavom pričvršćivača dok ploča leži na ravnoj potpornoj površini s drškom pričvršćivača koja strši kroz pripremljenu rupu. Kako se preša zatvara, pričvršćivač se zabija u lim, a stezni prsten deformira limeni materijal u podrezani utor u jednom glatkom potezu.
Potrebna sila ugradnje ovisi o vrsti pričvršćivača, veličini navoja, materijalu lima i debljini lima. Uobičajene sile ugradnje kreću se od približno 1 kN za male klin matice M2 u tankom aluminiju do 40–60 kN za velike klin klinove M10–M12 u čeličnom limu. Ove sile su unutar kapaciteta standardnih stolnih preša za male veličine, ali veće veličine zahtijevaju C-okvir ili hidrauličnu prešu odgovarajućeg ranga. Instalacija se mora izvoditi tako da su nakovanj i potporna površina paralelni — svako kutno odstupanje uzrokuje ugradnju pričvršćivača pod nagibom, pogrešno poravnavanje osi navoja i smanjenje čvrstoće izvlačenja.
U proizvodnji velikog volumena metalnog lima — proizvodnji stalka za poslužitelje, proizvodnji karoserijskih dijelova automobila i proizvodnji elektroničkih kućišta — samozapinjući pričvršćivači automatski se ugrađuju pomoću namjenskih strojeva za uvlačenje i umetanje ili modula za umetanje integriranih u alate za bušenje. Strojevi za automatsko umetanje koriste zdjelice za ubacivanje ili ambalažu na vrpcu i kolut za usmjeravanje i umetanje pojedinačnih pričvršćivača u glavu za umetanje brzinom od stotina dijelova u minuti, sa sustavima za nadzor vida ili sile za otkrivanje pogrešno umetnutih pričvršćivača ili pričvršćivača koji nedostaju i odbacivanje ploča s greškama pri ugradnji prije nego što nastave s postupkom sastavljanja. Neki proizvođači preša za bušenje nude alate za umetanje koji se sami zatvaraju i koji ugrađuju pričvršćivače u istom hodu prešanja kao i operacija probijanja rupa, potpuno eliminirajući odvojeni korak umetanja i postižući nula dodatnog vremena ciklusa za ugradnju pričvršćivača.
Za fleksibilna proizvodna okruženja u kojima se rukuje s više vrsta proizvoda, sve se više prihvaćaju robotski sustavi za samostalnu instalaciju koji koriste kolaborativne robote (kobote) opremljene krajnjim efektorima za umetanje. Ovi se sustavi mogu programirati za različite tipove pričvršćivača i rasporede panela bez namjenskog čvrstog alata, osiguravajući konzistentnost instalacije automatizirane opreme s fleksibilnošću ručnog rada — uvjerljiva kombinacija za ugovorne proizvođače limova koji rade s visokom mješavinom, srednjim volumenom posla.
Učinkovitost samozatezajućeg zatvarača karakteriziraju tri vrijednosti opterećenja koje zajedno definiraju otpornost spojnika na sile koje će iskusiti tijekom rada. Razumijevanje onoga što svaka vrijednost znači i kako se odnosi na uvjete opterećenja aplikacije ključno je za provjeru je li samostezni zatvarač prikladan za dizajn spoja.
Ove nazivne vrijednosti specificiraju proizvođači za definiranu silu ugradnje na određeni lim materijala i debljine. Instaliranje pri ugradbenoj sili nižoj od navedene — zbog preše s nedostatkom snage ili operatera koji rano zaustavlja hod — proizvodi ugrađene spojne elemente sa znatno nižim stvarnim učinkom od objavljenih ocjena. Zbog toga praćenje sile na opremi za automatizirano umetanje nije luksuz, već zahtjev za kvalitetom za svaku primjenu gdje se opterećenje spoja približava značajnom dijelu objavljenih vrijednosti performansi.
Samostezni pričvršćivači natječu se sa zavarenim maticama i slijepim zakivnim maticama u mnogim primjenama lima, a pravi izbor ovisi o specifičnoj kombinaciji materijala lima, debljini, obujmu proizvodnje, zahtjevima za završnu obradu površine i ograničenjima pristupa montaži. Niti jedna tehnologija nije univerzalno superiorna — svaka pobjeđuje u određenim kontekstima.
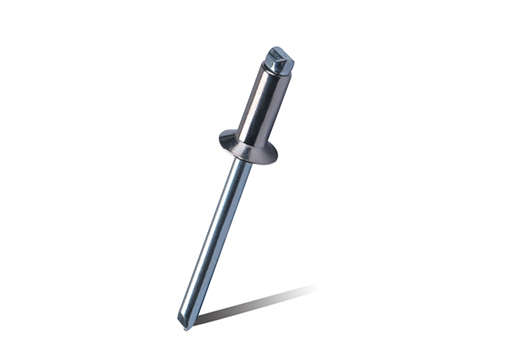
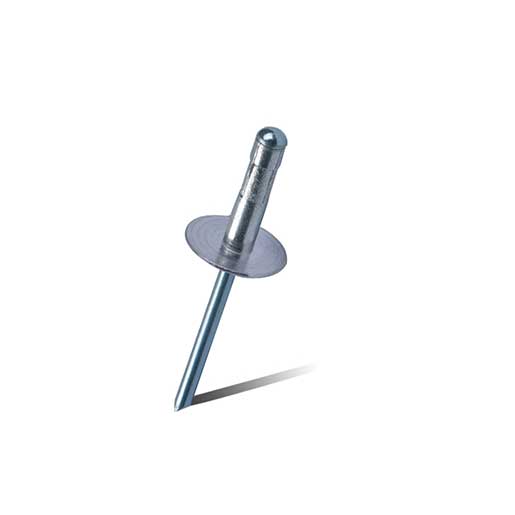
Zavarene matice nude najveću čvrstoću spoja i na njih ne utječe tvrdoća lima, ali zahtijevaju pristup zavarivanju s jedne ili obje strane, unose toplinu koja može iskriviti tanke ploče i oštetiti obližnje premaze, zahtijevaju čišćenje nakon zavarivanja i često ponovno završnu obradu zone zavarivanja, te dodaju troškove kvalificiranih operacija zavarivanja. Oni su ispravan izbor za debele konstrukcijske čelične primjene gdje zahtjevi za čvrstoćom spoja premašuju ono što mogu pružiti utisni pričvršćivači, te za materijale kod kojih nije izvedivo samopričvršćivanje. Slijepe zakivne matice mogu se ugraditi samo s jednostranim pristupom korištenjem jednostavnih ručnih ili pneumatskih alata bez preše, što ih čini svestranijima za ugradnju na terenu i naknadnu ugradnju, ali se oslanjaju na poseban alat za postavljanje i ostavljaju vanjsku prirubnicu koja strši iz prednje strane ploče — manje čista od ugradnje u ravnini sa samostezanjem.
Samostalni pričvršćivači pobjeđuju kada obujam proizvodnje opravdava alat za prešanje, kada se završna obrada površine panela mora održati na obje strane (bez prskanja zavarenih spojeva, bez vanjske prirubnice), kada je materijal od lima dovoljno mekan da dopusti stezanje i kada se instalacija može izvršiti prije nego što je panel obložen ili sastavljen. Oni proizvode čišću, profesionalniju ugradnju od rivnut-a pri ekvivalentnim nosivostima u čeličnom i aluminijskom limu, a nepostojanje zasebnog navoja za uključivanje alata znači da nema oštećenja trna kojima se treba upravljati i nema ograničenja dubine zahvata navoja od alata za podešavanje. Za masovnu proizvodnju kućišta od lima - kućišta poslužitelja, električni ormarići, automobilski nosači i kućišta za medicinsku opremu - samozapinjući pričvršćivači instalirani pomoću automatizirane opreme obično imaju najniži ukupni trošak po spoju nakon što obujam opravda investiciju u alat.
Naručivanje samozapinjućih spojnica bez potpune specifikacije pouzdan je put do dobivanja pogrešnog proizvoda — kombinacija vrste spojnice, veličine navoja, debljine lima i opcija materijala dostupnih unutar asortimana jednog proizvođača seže do stotina pojedinačnih brojeva dijelova, a kataloški opisi koji izgledaju slični mogu se razlikovati u kritičnim dimenzijama. Potpuna specifikacija uključuje sve sljedeće parametre.






")
")
")

Copyright © Stalni industrijski pričvršćivač Co., Ltd. All Rights Reserved


 U
U